上海奥龙强联协作机器人使用说明
设备介绍
-
奥龙强联焊接协作机器人是专为工业焊接设计的自动化协作设备,具备高精度、多自由度运动能力,能够与操作员安全协作,适用于多种焊接应用场景。
主要特点
- 操作简单:线性操作模式,采点即生成焊道,启动即起弧。内置语音播报,有效提高采集点位质量。
- 自由度高:机器人具备多达6个自由度,可以进行复杂路径焊接。
- 高精控制:集成先进的运动控制算法,确保焊接路径的高精度。
- 安全协作:内置多种安全机制,包括碰撞检测和限力控制,确保与操作员的安全协作。
- 学习成本低:即学即会。
规格型号
- 型号: JYT-900
- 臂长: 900 mm
- 负载能力: 5 kg
- 运动范围:(1轴 ±175°)( 2轴 +85/-265°)( 3轴 ±160°)( 4轴+85/-265°)( 5轴 ±175°)( 6轴 ±175°)
- 焊接类型: MIG/TIG/激光焊接
- 控制系统: 奥龙强联焊接协作机器人控制系统
- 电源要求: 220V,50/60 Hz
- 工作环境: 0-45°C,湿度≤90%
操作指南
-
功能介绍
-

- 快速:勾选后加速出丝和送丝。
- 出丝:焊机出丝。
- 收丝:焊机收丝。
- 检气:检查保护气体。
- 模拟焊接:勾选后启动焊接不起弧。
- 停止:停止焊接,重新启动时从第一条焊道执行。
- 启动:启动焊接程序。
-
暂停:暂停焊接,点击后出现恢复按钮,恢复按钮点击后继续焊接。
-

- 删点(末尾):删除最后一个采点记录,便于采错更正。
- 清空焊道:清空所有已采集焊道。
- 开始采点:点击后焊接机器人末端指示灯变灰白色,此时可采集点位。
-
-
末端功能
- 采焊接点:在法兰位置“凸起按钮”键为采集焊接点,点击即可采点,焊接时为起弧状态。
- 采空走点:在法兰位置“凹陷按钮”键为采集空走点,点击即可采点,焊接时为收弧状态。
- 固定手臂:在手臂自由拖拽情况下,长按“凹陷按钮”,默认加一个空走焊道,手臂将进入锁定状态。
- 恢复采点:在手臂锁定状态下,长按“凹陷按钮”,恢复采点模式。
-
注:采集记录数据按末尾点位记录,即:采集的第一个点位为焊接,第二个点位为空走,则采集的焊道为空走焊道。
-
注:长按“凹陷按钮”,将生成一个空走焊道,若此时想要恢复之前采点并需要连续焊接,记得清除已加空走焊道(删除一个点位)。

-
新增工艺
-
主界面->工艺方案->新增工艺方案->新增工艺->添加成功->主界面展示




-
-
新增摆动
-
主界面->摆动方案->新增摆动->添加成功->主界面展示



注:摆动工艺可与焊接工艺关联,选择工艺时可自动选择关联摆动方式。
-
-
直线焊道
-

- 选择焊道:选择直线焊道。
- 选择工艺:选择一个工艺或直接在右侧面板输入参数。
- 开始采点:点击“开始采点”,机器人末端按钮变灰白色,可执行机器人采点,直线焊道2个点为一条焊道,采集成功后在下方“采点记录”区显示焊道。
- 结束采点:点击“结束采点”,机器人末端按钮变绿色。
- 启动:点击“启动”,焊接开始。
-
注:使用工艺时修改右侧参数不会保存成选择工艺,右侧参数只针对当前采集生效,如要保存工艺需去设置页面。
-
-
圆弧焊道
-
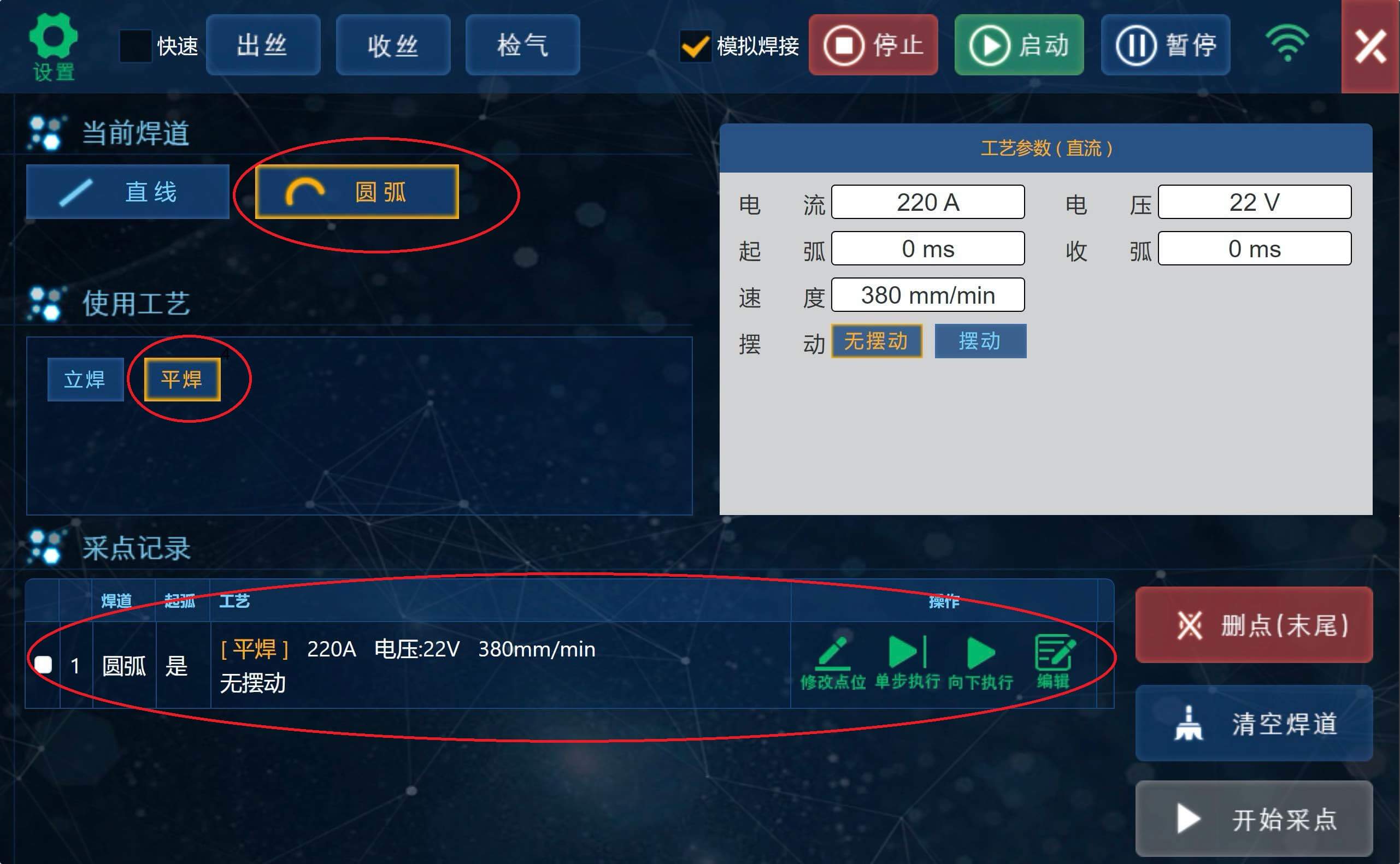
- 选择焊道:选择圆弧焊道。
- 选择工艺:选择一个工艺或直接在右侧面板输入参数。
- 开始采点:点击“开始采点”,机器人末端按钮变灰白色,可执行机器人采点,圆弧焊道3个点为一条焊道,采集成功后在下方“采点记录”区显示焊道。
- 结束采点:点击“结束采点”,机器人末端按钮变绿色。
- 启动:点击“启动”,焊接开始。
-
注:使用工艺时修改右侧参数不会保存成选择工艺,右侧参数只针对当前采集生效,如要保存工艺需去设置页面。
-
-
组合焊道
采点方式1
-

- 选择焊道:选择直线或圆弧焊道。
- 选择工艺:选择一个工艺或直接在右侧面板输入参数。
- 开始采点:点击“开始采点”,机器人末端按钮变灰白色,可执行机器人采点,采点过程中可切换焊道为直线(采2个点)或圆弧(采3个点),过程中也可以修改参数。
- 结束采点:点击“结束采点”,机器人末端按钮变绿色。
-
启动:点击“启动”,焊接开始。
-
注:使用工艺时修改右侧参数不会保存成选择工艺,右侧参数只针对当前采集生效,如要保存工艺需去设置页面。
采点方式2
-
- 选择焊道:选择直线焊道。
- 选择工艺:选择一个工艺或直接在右侧面板输入参数。
- 开始采点:点击“开始采点”,机器人末端按钮变灰白色,可执行机器人采点,可连续采集直线及圆弧点位。
- 修改焊道:勾选2条相邻直线焊道,可转换成圆弧。
- 结束采点:点击“结束采点”,机器人末端按钮变绿色。
- 启动:点击“启动”,焊接开始。
-
注:使用工艺时修改右侧参数不会保存成选择工艺,右侧参数只针对当前采集生效,如要保存工艺需去设置页面。
-
-
多层多道
-

- 勾选多层多道
- 输入层数:输入想要的焊道层数,自动生成有多少道焊道。
- 选择工艺:选择一个工艺或直接在右侧面板输入参数。
- 开始采点:点击“开始采点”,机器人末端按钮变灰白色,可执行机器人采点,多层多道采集4个点位,直线起点、直线终点、下方盖面、上方盖面。
- 自动生成:点位采集完成后,下方"采点记录"区自动展示相应的每条焊道。
- 结束采点:点击“结束采点”,机器人末端按钮变绿色。
- 启动:点击“启动”,焊接开始。
-
注:使用多层多道时,需预估焊接成型后盖面厚度后进行采点,更为精准。
-
注:多层多道暂时只支持直线。
-
-
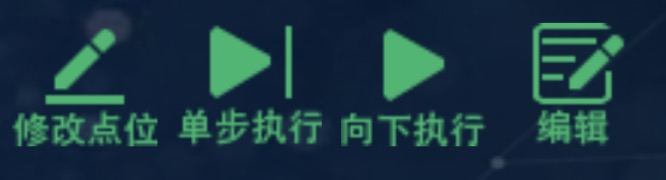
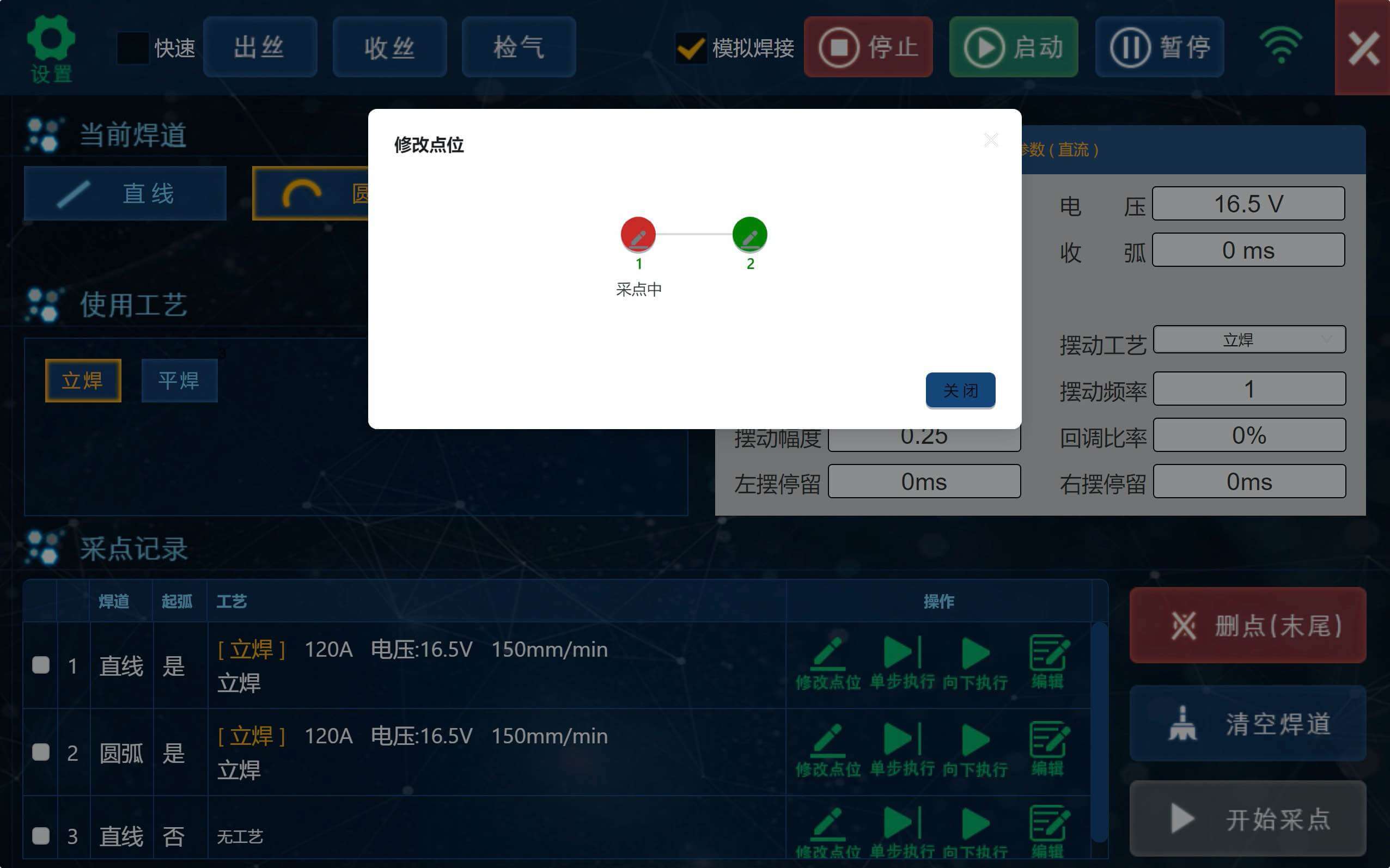
焊道操作
-
-
修改点位:修改当前焊道点位(直线2个点位,圆弧3个点位),点击选中后使用末端采点方式修正其中某个点位。
- 单步执行:单步执行当前焊道。
- 向下执行:从当前焊道向下执行至最后焊道。
-
编辑:编辑当前焊道工艺参数。

-
-
系统设置
-
主界面->设置->通用
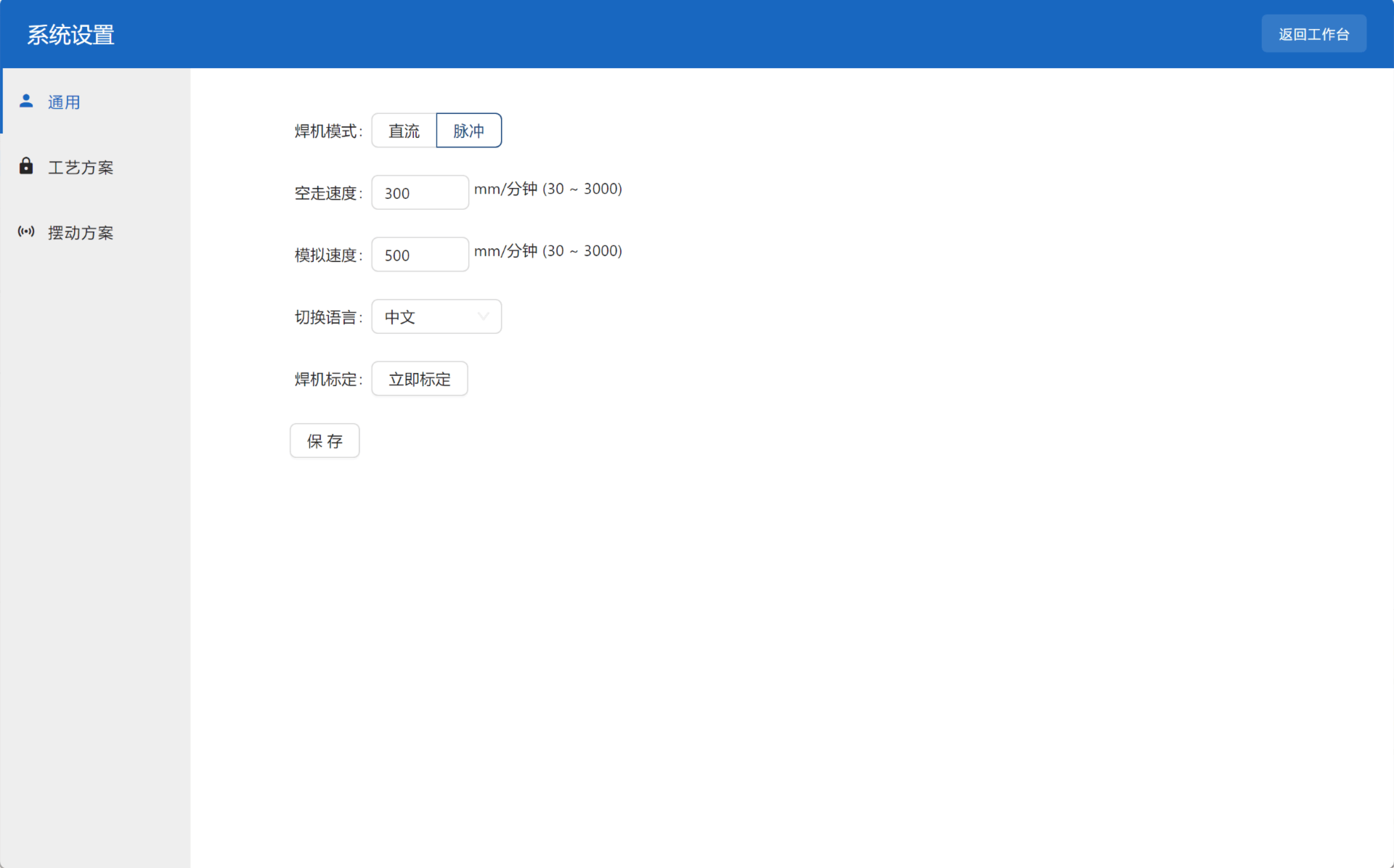
- 焊机模式:可选择直流和脉冲2种模式,需焊机支持。
- 空走速度:设置焊道为“空走”时手臂移动速度,最小值30,最大值3000。
- 模拟速度:设置"模拟焊接时"手臂移动速度,最小值30,最大值3000。
- 切换语言:切换软件语言。
-
焊机标定:标定焊机与软件间差值,使其对应。操作以下步骤:
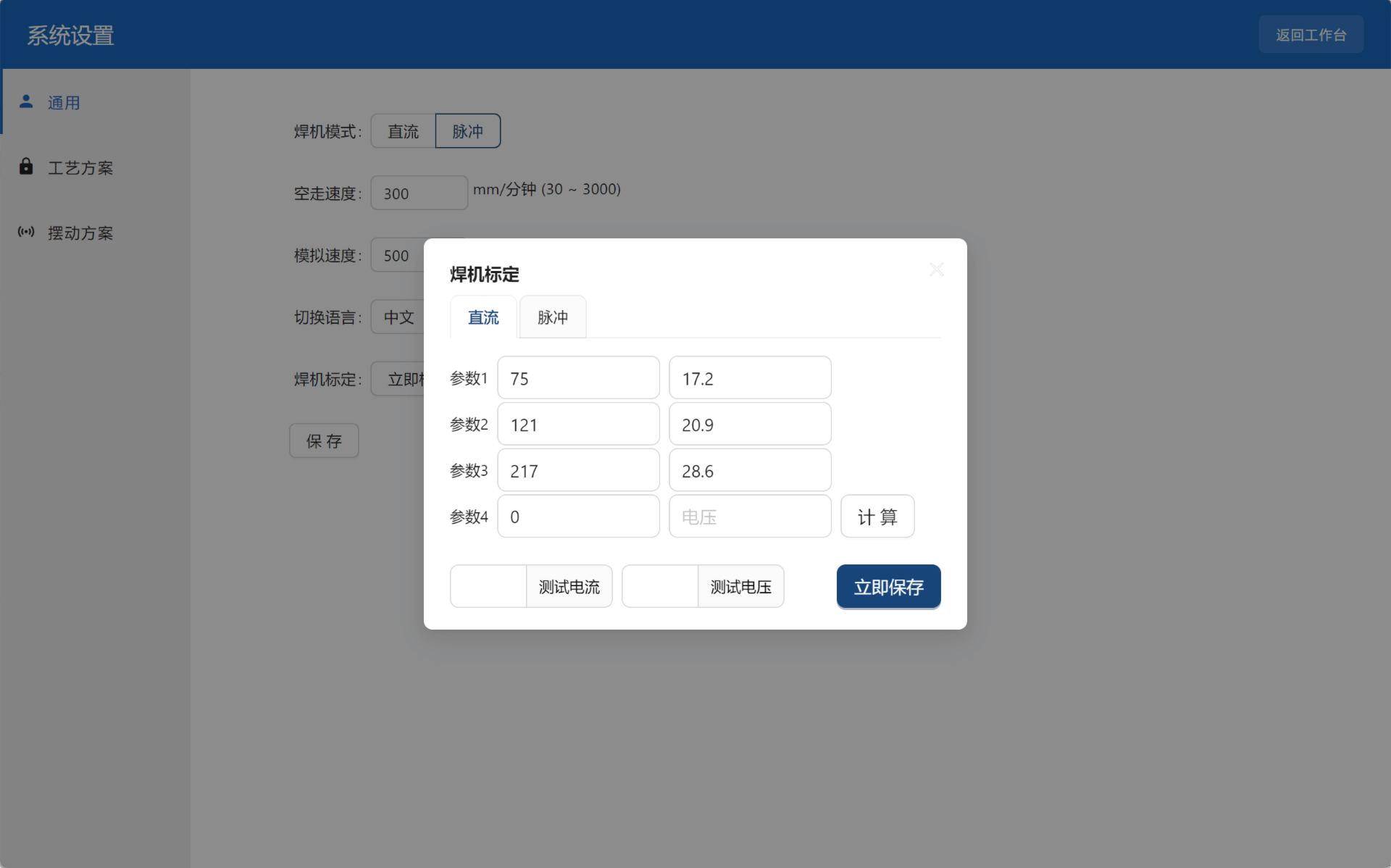
- 点击输入框
- 焊机数字屏自动变化电流电压数值
- 将数值填入输入框
- 一共4组,填的越多越精准
- 完成后点击“计算”,计算出标定值
- 计算完成后可用“测试电压”、“测试电流”进行测试
-
无误差后保存设置,即可生效
- 保存:保存当前设置。
-
注:标定时注意焊机上模式切换(直流/脉冲)需选择的模式对应。
-
注意事项
- 个人防护: 操作焊接机器人时必须佩戴防护面罩、防护服、绝缘手套等。
- 环境安全: 工作区域应保持良好的通风,避免有害气体积聚,并配备灭火器。
- 紧急停止: 熟悉紧急停止按钮的位置,遇到危险情况时立即按下急停按钮。
- 防火措施: 确保工作区域内无易燃材料,并且周围备有消防设备。
- 高温防护: 焊接完成后,避免直接触摸焊接部位,以防烫伤。
- 电气安全: 定期检查电缆和接头,确保绝缘良好,无漏电现象。
故障排除
- 机器人无法启动:
- 检查电源连接,确保电源正常供应。
- 确认急停按钮是否被按下,必要时复位。
- 检查控制系统是否有故障提示。
- 焊接轨迹偏移:
- 重新校准焊接路径,确保路径精度。
- 检查机器人机械臂是否有松动或磨损。
- 验证示教数据,确保编程路径正确。
- 焊接质量不佳:
- 调整焊接参数(如电流、电压、速度)以适应焊接材料。
- 检查焊材和焊丝状态,确保材料质量良好。
- 确保气体保护系统正常工作,避免气孔产生。